English
English  Español
Español  Français
Français  Português
Português  Deutsch
Deutsch  Italiano
Italiano  Русский
Русский  中文
中文  日本語
日本語  العربية
العربية  हिन्दी
हिन्दी 

Summary
- Material selection for seals, including Buna, Viton®, and Teflon, is pivotal, as it directly influences seal durability, chemical compatibility, and operational integrity in various industrial environments.
- Seals significantly enhance manufacturing efficiency by ensuring a smooth machinery operation, reducing energy consumption, and minimizing downtime through reliable performance and streamlined maintenance.
- Industrial seals are crucial across sectors, including the automotive, pharmaceutical, and petrochemical industries. They uphold safety standards, prevent contamination, and withstand extreme pressures and temperatures.
Introduction to Industrial Seals
In the complex machinery that powers our industries and fuels progress, the industrial seal is the unheralded champion of efficiency and safety, forming an invisible yet impregnable barrier that upholds the integrity of machinery systems. Industrial seals come in various forms, including o-rings, backup rings, x-rings, and more, each designed to fulfill specific roles within the intricate machinery operations. Their presence is critical in preventing leaks, minimizing wear, and ensuring each machine component works harmoniously with others. This blog post explores the diverse materials, operational impact, and importance of compliance standards for industrial seals.
Material Matters: Composition of Industrial Seals
In industrial manufacturing, the integrity of a seal can make or break an operation’s efficiency and safety. The seal’s material is central to its performance. Each material is engineered with specific properties and limitations, making it crucial to match it with its intended application.
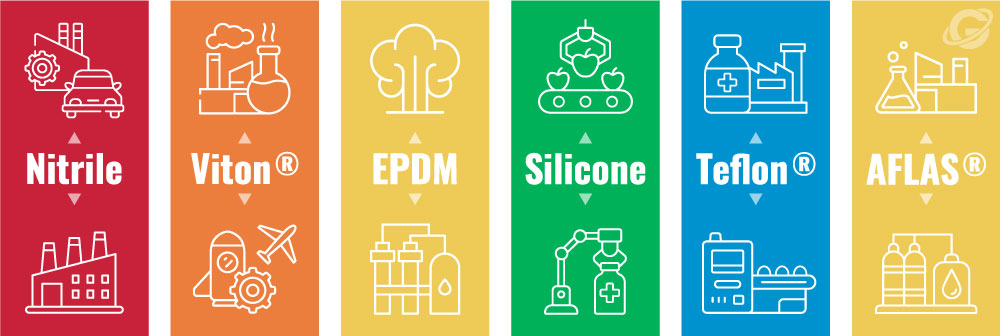
- Nitrile (NBR): Revered for its oil resistance, Buna seals are integral in environments involving petroleum oils and hydraulic fluids, which are common in automotive and industrial manufacturing settings.
- Viton® (FKM): Viton® is exceptionally resistant to high temperatures and chemicals, making it the preferred choice in chemical processing equipment and aerospace manufacturing, where seals must withstand aggressive substances and extreme heat.
- EPDM: Championed for their water and steam resistance, EPDM seals are crucial in steam system applications and water treatment facilities within manufacturing plants. Their resistance to weathering makes them ideal for outdoor machinery.
- Silicone: Known for its thermal stability and flexibility, silicone seals are employed in manufacturing processes that require a wide temperature range, such as food and beverage, pharmaceuticals, and various high-precision electronic components.
- Teflon (PTFE): With its minimal friction and inertness, Teflon seals are predominant in equipment where purity and minimal contamination are paramount, including pharmaceutical manufacturing and food processing equipment.
- AFLAS®: Especially resistant to oil, acid, and steam, AFLAS® seals are critical in the petrochemical and oil refinery sectors. Their robustness makes them suitable for high-temperature and corrosive environments, typically in heavy industrial manufacturing.
While the choice of material is foundational, understanding the specific requirements of each application is equally vital. Temperature, chemical compatibility, and pressure are pivotal in this decision matrix. A seal must maintain its integrity under the extreme temperatures of its operational environment. It must be chemically compatible with the substances it will encounter, resisting degradation that could compromise its sealing ability. Furthermore, it must withstand the pressures within its operational system, ensuring a steadfast barrier against leaks and contamination.
Balancing durability and flexibility is another nuanced aspect of seal selection. A seal must be robust enough to withstand wear and tear yet adaptable to accommodate surface irregularities and dynamic pressures. Striking this balance is crucial for ensuring the longevity and effectiveness of the seal and, by extension, the reliability of the machinery it serves.
The Role of Seals in Industrial Manufacturing
In the dynamic world of industrial manufacturing, efficiency is the heartbeat of the operation. Industrial seals are instrumental in enhancing the operational efficiency of machinery, serving as silent guardians of energy, timer, and resource conservation.
At the forefront of their contribution is the direct impact of seals on the operational efficiency of machinery. A well-crafted seal ensures that every machine cycle is as smooth and efficient as the last, effectively reducing the energy required for operation. This reduction is beneficial for machinery performance and a step towards energy conservation.
Proper sealing solutions are pivotal in reducing energy consumption and wastage. A perfectly fitting seal leaves no room for leaks, ensuring the utilization of every ounce of power and drop of fluid. This precision conserves energy and reduces overall operational costs, making it a financially sound investment in the long run.
One of the most significant contributions of seals to industrial efficiency is their role in minimizing downtime. In high-stakes industrial manufacturing, time is a resource just as valuable as any material. Seals prevent leaks and breakdowns, ensuring that the machinery operates continuously without unscheduled interruptions. This reliability is not just about maintaining a steady production flow; it’s about upholding the rhythm of the entire manufacturing process.
In the realm of maintenance, seals play a discreet yet decisive role. By streamlining maintenance routines, seals reduce the need for frequent repairs. A reliable seal means that maintenance checks are more about prevention and less about repair, shifting the focus from corrective to predictive maintenance. This shift saves time and resources and enhances the overall safety of the manufacturing environment.
Lastly, the proper seal selection can significantly reduce operational noise and vibration, creating a more efficient and conducive work environment. Reducing noise pollution is essential to creating a workspace where precision and focus lead to higher productivity and better-quality outputs.
Diverse Industrial Applications
Industrial seals find their purpose and place in many industries with unique challenges and requirements. These seals serve as the fundamental components that ensure the seamless operation of machinery across diverse sectors.
The spectrum of industries that rely on these industrial seals is vast and varied. In the automotive sector, seals are critical in ensuring the smooth operation of vehicles, from the engines to the hydraulic systems. The pharmaceutical industry maintains the sterility and purity of products, ensuring that every medication is safe for consumption. The food and beverage industry depends on seals to prevent contamination and preserve the freshness of products. At the same time, the oil and gas sector relies on them to withstand extreme pressures and temperatures, preventing leaks in environments where the margin for error is zero.
Seals play a significant role in maintaining safety standards. They are the first line of defense against leaks and spills that can lead to catastrophic failures, particularly in industries like chemical manufacturing and nuclear energy, where the consequences of a breach can be disastrous. These seals ensure the containment of hazardous materials, worker safety, and environmental protection from contaminants.
Seals’ role becomes even more critical in high-pressure environments. They must withstand immense pressures, sometimes thousands of pounds per square inch, while maintaining their integrity and preventing leaks. A seal’s failure in such conditions can lead to financial losses and pose significant risks to safety and the environment.
The cost of seal failure extends beyond the immediate need for repair and replacement. The downtime caused by a failed seal can halt production lines, delay projects, and lead to significant financial losses. In addition, the maintenance required to replace a seal, especially in complex machinery, can be extensive and costly, requiring specialized skills and equipment.
In every industry, the silent presence of seals is a testament to their indispensable role in maintaining machinery’s smooth and safe operation. Their contribution spans from ensuring safety and reliability to enhancing efficiency and productivity. As diverse as the industries they serve, industrial seals ensure that even under the most demanding conditions, the wheels of progress continue to turn.
Ensuring Compliance and Standards in Seal Manufacturing
The versatility and indispensability of industrial seals become evident when considering the spectrum of industries that rely on them. From the high-stakes environment of aerospace and automotive manufacturing to the precision-driven realms of pharmaceuticals and food processing, industrial seals are the silent custodians of functionality and safety. Their role transcends mere operation; they are integral in upholding the integrity of complex machinery and systems, ensuring that every process is as seamless as the last.
Seals play a monumental role in maintaining safety standards in these diverse settings by being barriers against potential hazards. In the chemical industry, seals prevent hazardous leaks that could lead to catastrophic incidents. In the food and beverage sector, they ensure that products remain uncontaminated and safe for consumption. This protective role is especially crucial in high-pressure environments, such as oil and gas extraction and hydraulic systems, where the robustness of a seal can be the linchpin in preventing disastrous failures and ensuring the safety of operations and personnel.
The repercussions of seal failure reverberate beyond safety concerns, manifesting as significant economic implications. Downtime in any industry translates to lost productivity and revenue. When a seal fails, the cost is not just in the immediate halt of operations but also in the subsequent maintenance and repair efforts. The ripple effect of such interruptions can unsettle entire production schedules, highlighting the critical nature of reliable seal performance.
Transitioning to the realm of compliance and standards in seal manufacturing, the importance of this aspect becomes clear when one considers the global scope of industrial operations. Certifications and regulations are not just formalities but assurances of quality and reliability. They ensure that every seal meets stringent standards and is capable of performing under the specified conditions. International standards further harmonize their requirements, facilitating global trade and ensuring that products meet the expectations of international markets.
Compliance, however, has its challenges. Maintaining consistency across global operations requires a meticulous approach, ensuring that every manufacturing unit adheres to the same high standards. This consistency is crucial for quality assurance, safety and environmental compliance, and aligning industrial practices with global norms and expectations.
Technological advancements and a heightened emphasis on sustainability will likely shape the trajectory of regulatory standards for seals. Industry associates and bodies play a pivotal role in this evolution, setting standards that push the boundaries of what is possible and ensure that these advancements are accessible and applicable globally.
The Unseen Importance of Seals in Manufacturing

Seals, though small in stature, are colossal in their contribution to maintaining the rhythm and reliability of industrial operations. Their impact stretches far beyond the confines of their immediate application, influencing efficiency, safety, and compliance on a grand scale. The journey through industrial seals’ materials, applications, and compliance standards underscores the necessity of informed material and design choices. It highlights the criticality of understanding the nuanced demands of different industrial environments and aligning seal selection with these requirements to ensure optimal performance and longevity.
The industrial seal industry is on the brink of exciting advancements. With the continuous evolution of material science, manufacturing technologies, and regulatory standards, the future beckons with promises of even more robust, efficient, and environmentally conscious sealing solutions. As industry professionals and stakeholders, we must recognize and invest in developing and implementing high-quality sealing solutions. In doing so, we champion the cause of individual machinery and operations and contribute to the broader narrative of innovation, safety, and sustainability in industrial manufacturing.